BUTTWELD FITTINGS IN PIPING
Buttweld fittings are available in multiple shapes (elbows, tees, reducers, crosses, caps, stub ends), material grades (carbon, high-yield carbon, low-alloy, stainless, duplex, and nickel alloys), and dimensions (2 to 24 inches in seamless execution, and welded for larger pipe sizes).
The key specifications for buttweld fittings are the ASME B16.9 (carbon and alloy fittings) and the MSS SP 43 (that integrates ASME B16.9 for stainless steel, duplex, and nickel alloy BW fittings).
Butt welding fittings have the following benefits
- allow strong, and leak-proof, piping connections
- minimize pressure drops and the turbulence inside the pipeline
- have a long service life
- are rather cheap to purchase and deploy
For piping systems below 2 inches in diameter, socket weld and threaded (forged) fittings are generally used (ASME B16.11).
BUTTWELD ELBOW 45/90/180 DEG.
ASME B16.9 buttweld elbows are manufactured in a wide range of dimensions (combinations of outside diameter and wall thickness) to fit ASME B36.10 and ASME B36.19 carbon, alloy and stainless steel pipes of any size between 2 and 48 inches (and above).
Buttweld elbows below 24 inches in diameter are produced by cutting, heating and bending seamless steel pipes; pipe elbows of larger sizes are manufactured, instead, from welded pipes or steel plates.
The three most common types of elbows in piping are the 45, 90, and 180 degrees (or return elbow), as shown in the image:

Some special types of pipe elbows are:
- reducing elbow: a pipe connector with an inlet and an outlet in two different bore sizes is used instead of the combination of a standard elbow and concentric reducer.
- mitered elbow: large size elbow assembled by joining steel plates

SHORT VS LONG RADIUS ELBOW
The center to face distance of a long radius pipe elbow is always 1.5 times the nominal pipe size, whereas, for a short radius pipe elbow, the center to face distance is equal to the nominal pipe size.
Example:
- For a 4 inches long radius (LR) butt weld elbow, the center to face distance is 4 x 25.4 x 1.5 = 152.4 mm;
- For a short radius butt weld elbow, the center to face distance is instead 4 x 25.4 x 1 = 101.6 mm. Short radius pipe elbows are available only for the 90 and 180-degree configuration (and not for the 45 degrees); instead, long radius elbows are available for all degrees.
 .
. 
PIPE ELBOW MANUFACTURING PROCESS
Buttweld elbows 45 and 90 degrees can be manufactured in different ways, the main ones are the “mandrel process” and the “cold forming” (other methods are the elliptical forming and the double-seam welding method).
Mandrel Process

Cold forming
")
PIPE BENDS
A pipe bend is a generic term to indicate a fittings that changes the direction of the piping system (technically, elbows are pipe bends too but of a standardized type in terms of angle degree and direction). The term “pipe bend” refers to a fitting that offsets the direction of the pipe works, without specifying the actual degree and direction.
Pipe bends are manufacturing by twisting a pipe or a tube using a bending machine, with an hot or a cold forming process. Pipe bends are economical ways of making pipe works layouts decreasing the number of other pipe fittings used.

BUTTWELD TEE
EQUAL TEE
An equal tee, otherwise called straight tee, is a buttweld fitting used to branch a pipeline, or any other pipework, at 90 degrees.

A pipe tee is defined “equal” when the bore size at the run and branch sides have the same diameter. An equal tee is, therefore, used to connect two pipes of the same nominal diameter.
Equal tees are available in sizes from half an inch to 48 inches (or larger) and in seamless and welded execution (seamless up to 24 inches, welded for tee sizes above 24 inches).
Buttweld tees are manufactured according to ASME B16.9 (carbon and alloy) and MSS SP 43 (stainless steel and nickel alloy).
REDUCING TEE
A reducing tee features a smaller bore size at the branched pipe side (generally 2/3 sizes smaller).
In case a larger bore size reduction is necessary, then a reinforced branch connection (such as a Weldolet) shall be preferred to prevent turbulence and have a smoother flow reduction.

The standard dimensions and tolerances of equal and reducing pipe tees are covered by the ASME B16.19 specification (carbon and alloy steel) and by the MSS SP 43 spec (for stainless steel and nickel alloys tees).
BARRED TEE
A barred tee is a special type of (equal) tee used for pigging operations (reducing barred tees do not exist, as the pig would not pass through the reduced area anyway).
A barred tee features a welded restriction on the branch pipe side that prevents the pig from flowing from the run pipe into the branched pipe.
Such barred restriction is welded on the internal side of the fitting and looks like a steel cage.

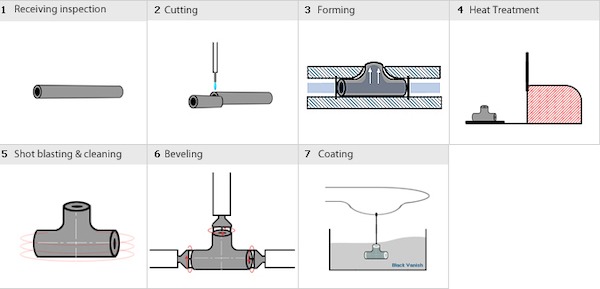
PIPE TEE MANUFACTURING PROCESS
Cold forming is the most used manufacturing process for seamless buttweld tees, as illustrated below. Other methods are the single or double seam welding process.
BUTTWELD CROSS
A Butt weld cross fitting is used when a double branch at 90 degrees is required, which is a rather rare need.
ASME B16.9 and MSS SP43 define the pipe cross dimensions and tolerance. There are no specific limitations in terms of available sizes and schedules for butt weld crosses.

BUTTWELD REDUCERS
CONCENTRIC REDUCER
The open ends of a concentric reducer are aligned and centered one to the other. Generally, this type of pipe reducer is used to modify the bore size of the pipeline by two (maximum three) measures, to avoid an excessive pressure drop in the pipeline.
If a larger reduction is needed, then a sequence of reducers shall be used to have a smooth and gradual adjustment of the pipeline bore size (vs. a drastic change).

ECCENTRIC REDUCER
The open ends of an eccentric reducer are in an “offset” position one to the other.
Eccentric reducers are used, generally, for pipelines installed in a horizontal position (whereas concentric reducers are used for pipelines installed vertically or for the inlets of suction pumps, as top flat eccentric reducers).

TOP AND BOTTOM FLAT ECCENTRIC REDUCER

CONCENTRIC VS ECCENTRIC REDUCER
The key difference between concentric vs eccentric reducer is the centricity of the inlet vs. the outlet of the fitting, which is perfect for a concentric reducer and offset of an eccentric reducer.
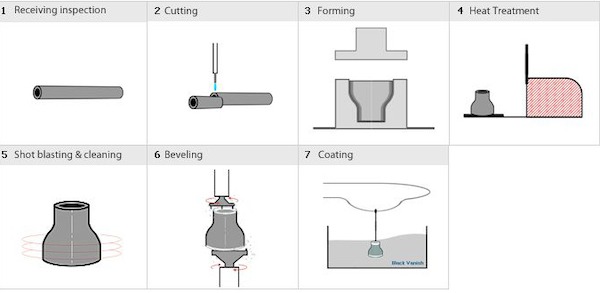
BW REDUCER MANUFACTURING PROCESS
Cold forming is the most common manufacturing process for seamless eccentric/concentric reducers (welded reducers are produced with the single or double seam weld process):
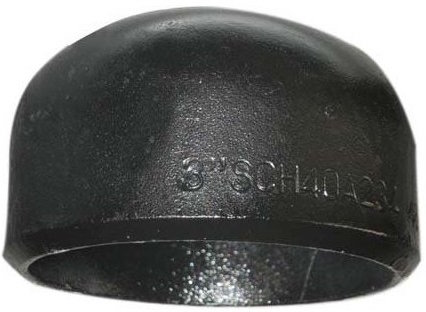
PIPE CAP
A buttweld pipe cap is used to blind or isolate the pipeline, permanently or temporarily (for example during the execution of maintenance and reparation works).
Buttweld pipe caps are manufactured using steel plates for most sizes and materials. The shape of a pipe cap is ellipsoidal and conforms to the requirements set by the «ASME Boiler and Pressure Vessel» code.
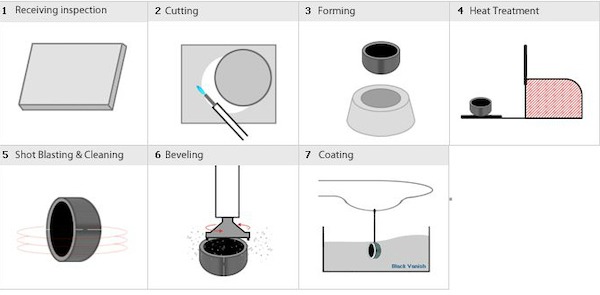
PIPE CAP MANUFACTURING PROCESS
The manufacturing process of caps starts from steel plates that are cut and shaped with a cold forming procedure: